High Torque Retention Knobs
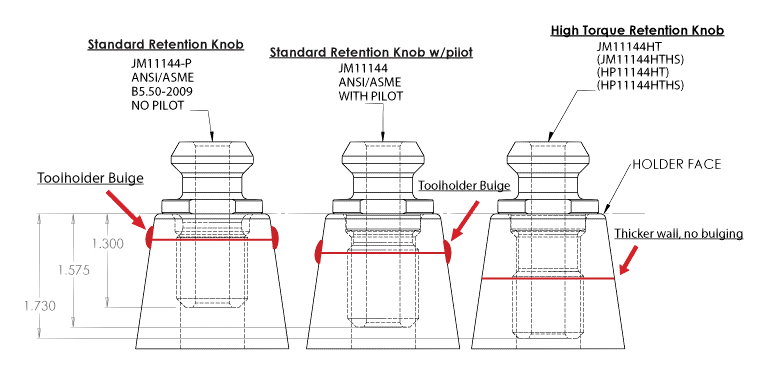
JMPP’s patented High Torque retention knobs are uniquely designed to prevent toolholder expansion, the inherent flaw in V-Flange tooling design. Toolholder expansion occurs when a standard retention knob is installed into the small end of the toolholder. Torsional stress resulting from thread engagement often causes the toolholder to expand and deform, inhibiting full contact between the toolholder and spindle tapers. This diminished contact allows the toolholder to move randomly within the spindle causing vibration and chatter, excessive run-out, poor finishes, non-repeatability, and many other common CNC milling issues.
The patented High Torque design incorporates a relief beneath the precision pilot which forces the threads to engage deeper in the bore of the toolholder where a larger cross-section of steel resists deformation. The threads are cut and any mechanically unnecessary threads have been removed. The High Torque knobs are longer than standard retention knobs, but share the same head dimensions.
(US Patent 8.998.545 B2 Japan Patent 5675649 China Patent ZL201080012296.9 Canada Patent 2.753.078)
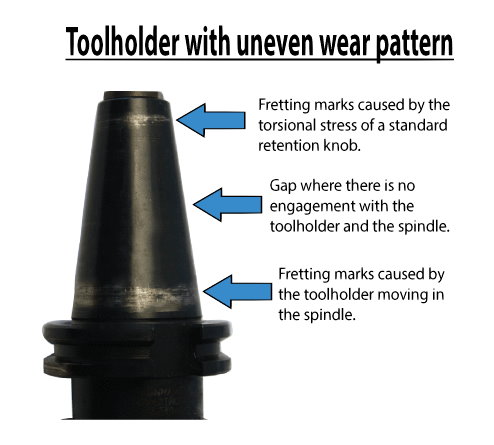
Evidence of Toolholder Expansion
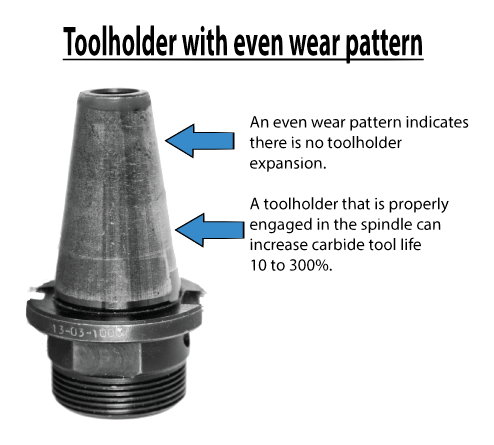
Inspection of in-service toolholders will often reveal a fretting ring at the small end and at the large end of the taper, with little to no wear visible between these marks. The fretting at the small end indicates that the holder stopped short of full engagement with the spindle; the large end fretting indicates the holder is moving within the spindle instead of making full contact at the gage-line. A fully engaged toolholder should have an even pattern starting at the gage-line and ending just short of the small end of the taper. Toolholder expansion effectively reverses the contact from the gage-line to the small end of the taper.